
Hot Runner v.s. Cold Runner in Injection Molding: Engineering Comparison & Mold Design Guide
2026-01-09 13:17:33
Hot Runner v.s. The Cold Runner in Injection Molding is one of the most critical tooling decisions, directly affecting part quality, cycle time, material utilization, and long-term production stability. The runner system is not merely a melt delivery channel. It determines how heat is transferred, how pressure is maintained during packing, how defects form or are prevented, and how efficiently a molding system can operate over thousands or millions of cycles.
This article analyzes Hot Runner v.s. Cold Runner in Injection Molding from an engineering perspective, focusing on mold design logic, process physics, heat transfer behavior, and real manufacturing trade-offs rather than theoretical advantages.
Hot runner molds maintain molten plastic inside the runner system using controlled heating. Only the molded part solidifies, while the runner remains molten throughout the cycle. This fundamentally changes heat transfer, packing efficiency, and material utilization compared to cold runner systems.
A hot runner system consists of two core elements:
- Heated manifold that distributes molten plastic from the machine nozzle
- Heated nozzles or drops that deliver the melt directly into each cavity
The system is equipped with multi-zone temperature control, allowing independent regulation of manifold and nozzle temperatures. This enables stable viscosity control across multiple cavities and reduces pressure imbalance caused by temperature gradients.
Hot runner systems are classified into two main designs:
- Runner walls are not actively heated
- Melt is kept hot through insulation and residual heat
- Lower cost than fully heated systems
- Suitable for short flow lengths and stable cycles
- Less reliable for large parts or long flow paths due to heat loss
- Uses external or internal heaters to maintain melt temperature
- Provides precise thermal control and consistent viscosity
- Suitable for large parts, multi-cavity molds, and high-flow-length designs
External heating offers better protection for heat-sensitive materials, while internal heating allows more compact runner layouts but increases degradation risk if residence time is not controlled.
Hot runner molds deliver several engineering benefits:
- Shorter cycle time by eliminating runner cooling
- Higher packing efficiency because the gate remains open longer
- Reduced sink marks and voids in thick sections due to sustained pressure transmission
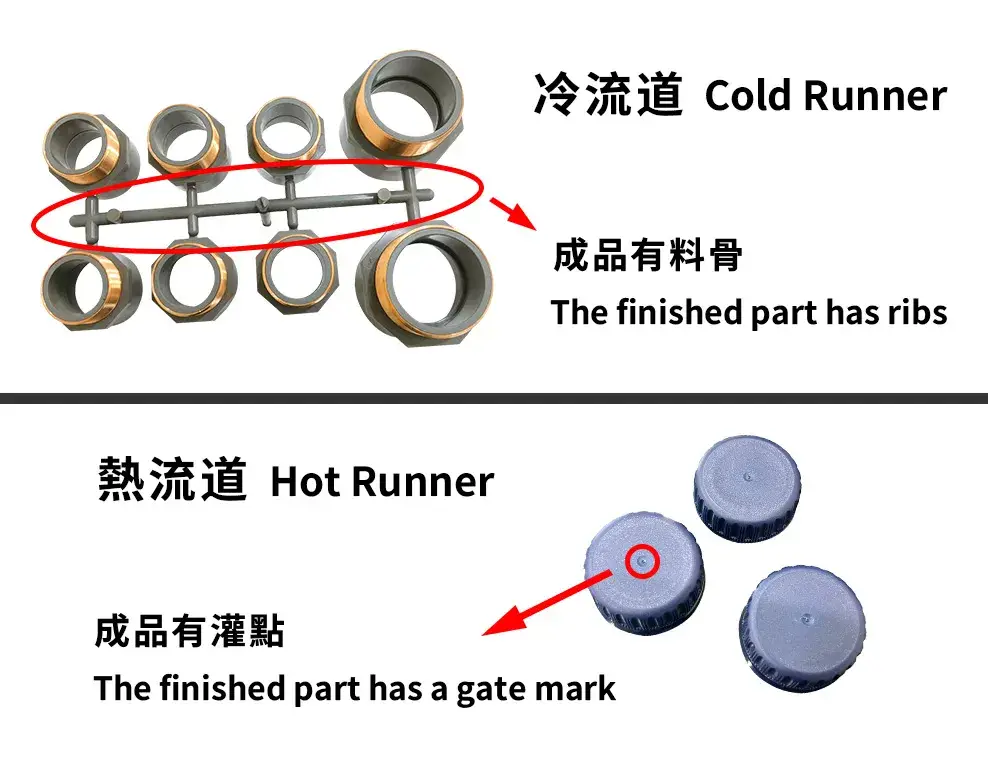
- No runner waste, improving material utilization
- Better dimensional stability for large or thick-walled parts
- Stable cavity-to-cavity balance through temperature zoning
These advantages are most visible in thick parts, structural components, and high-volume production, where runner mass is significant relative to part weight.
Despite their advantages, hot runner systems introduce additional constraints:
- Higher mold cost and longer lead time
- Increased maintenance complexity due to heaters and wiring
- Risk of material degradation if the residence time is excessive
- More difficult color or material changes
- Higher dependency on skilled technicians and stable process control
For short runs or frequent changeovers, these limitations often outweigh efficiency gains.
When designing or selecting a hot runner mold, the following engineering factors must be evaluated:
- Injection pressure margin
Long flow paths and high-viscosity materials require pressure simulation to prevent short shots. - Gate freeze timing
Gate design must support sufficient packing time, especially for thick sections. - Material thermal stability
Heat-sensitive polymers require external heating and strict residence time control. - Runner volume vs. shot size ratio
Excessive runner volume increases degradation risk. - Multi-zone temperature control
Large molds require zoning to compensate for thermal losses and ensure uniform filling.
Cold runner molds use unheated runners that solidify during every cycle. The runner is ejected together with the part and separated manually or automatically. Although this increases material waste, cold runner systems offer simplicity, flexibility, and high robustness.
Cold runner molds are typically constructed as:
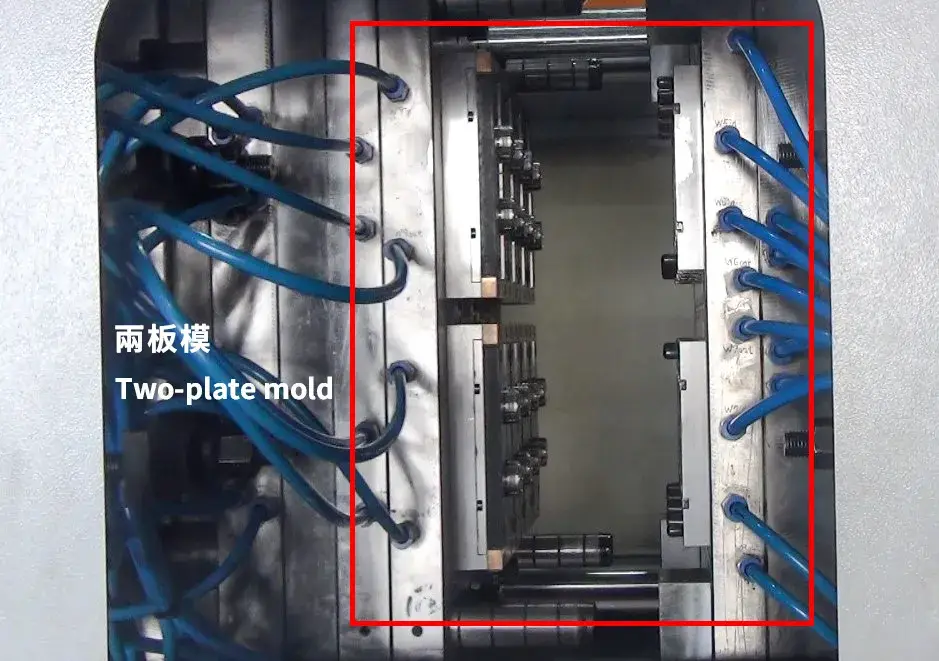
- Runner and part are ejected together
- Simplest and most robust structure
- Easy maintenance and low cost
- Limited gate placement flexibility
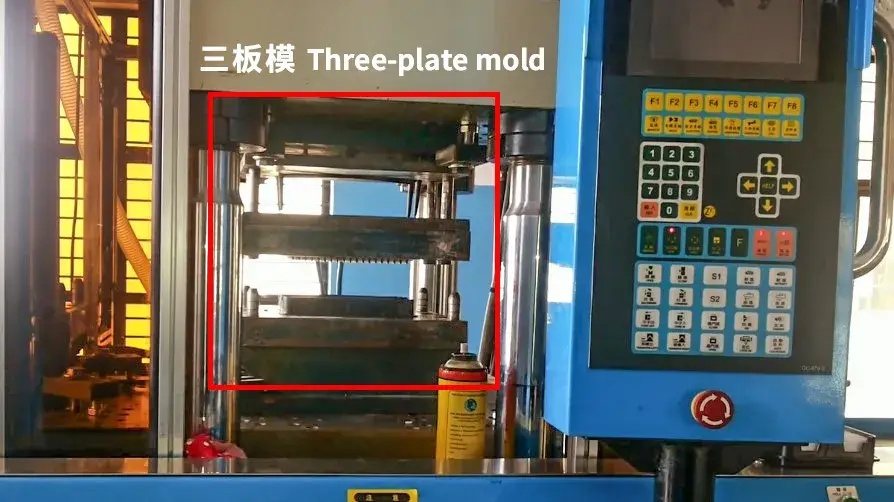
- Runner and part are separated on different plates
- Enables pinpoint gating and center gating
- More complex structure and higher maintenance requirements
In cold runner systems, runner diameter is often intentionally larger than part thickness to ensure complete filling before gate freeze. This increases cooling time and material usage but improves flow reliability.
Cold runner molds are favored for their operational simplicity:
- Low mold cost
- Easy color and material changes
- No risk of thermal degradation in runners
- Wide material compatibility
- Simple maintenance and troubleshooting
- High tolerance for unstable production schedules
These features make cold runners ideal for prototyping, low-volume production, and materials with narrow thermal windows.
The main drawbacks of cold runner systems are:
- Longer cycle time due to runner cooling
- Material waste from solidified runners
- Lower packing efficiency for thick sections
- Greater dimensional variation in large or complex parts
- Higher labor or automation requirement for runner separation
Engineering factors that determine cold runner performance include:
- Runner diameter and balance
Must remain molten longer than the part to ensure full packing. - Gate type and location
Tunnel gates enable automatic separation, reducing labor. - Venting efficiency
Solidifying runners increase risk of air entrapment in thick sections. - Cooling layout
Runner cooling often dictates cycle time and must be optimized separately from part cooling.
Further reading: Sprue, Runner, and Gate in Injection Molding: A Practical Guide
| Engineering Aspect | Hot Runner System | Cold Runner System |
|---|---|---|
| Runner state | Molten | Solidified each cycle |
| Packing efficiency | High | Limited by gate freeze |
| Cycle time | Short | Longer |
| Material waste | Minimal | High |
| Thick section control | Excellent | Limited |
| Color change | Difficult | Easy |
| Maintenance complexity | High | Low |
| Suitable production volume | High | Low to medium |
| Dimensional stability | High | Moderate |
| Process flexibility | Low | High |
The main risk in thick parts is the mismatch between cooling and volumetric shrinkage. As the surface solidifies before the core, the part requires higher packing pressure to compensate for shrinkage. Whether the gate can remain open long enough to transmit pressure determines sink marks, internal voids, and dimensional stability. For this reason, the runner system selection directly affects the process window for thick sections.
Thick walls cool non-uniformly. The surface solidifies first while the core remains molten, creating a pressure drop that leads to sink marks or internal voids if packing pressure is insufficient.
Hot runner systems maintain gate openness longer, allowing sustained packing pressure to compensate for volumetric shrinkage. Cold runner systems freeze earlier, often before core shrinkage is complete.
In thick parts, packing pressure must be transmitted until the gate freezes. Hot runner systems extend this window, while cold runner gates often freeze too early, especially when runner diameter is limited by mold layout.
This is the primary reason hot runners are preferred for:
- Structural parts
- Thick ribs and bosses
- Load-bearing components
- Large cosmetic housings
Runner selection must align with machine capability:
- Hot runner molds require stable injection pressure, repeatable shot size, and precise temperature control
- Cold runner molds require higher shot capacity due to runner mass
- Servo-controlled machines improve hot runner stability in long production runs
- Machines with limited pressure capacity may struggle with long hot runner flow paths
A practical runner selection strategy should consider:
- Part geometry and wall thickness
- Material thermal behavior
- 3Production volume and lifetime
- Quality requirements and tolerance
- Changeover frequency
- Machine pressure and control capability
- Maintenance resources
Hot Runner v.s. Cold Runner in Injection Molding is not a question of which system is superior, but which system is correct for a specific engineering context.
Hot runner systems deliver superior packing control, dimensional stability, and efficiency for large or high-volume parts, especially those with thick sections. Cold runner systems provide unmatched flexibility, material safety, and operational simplicity for low-volume, short-run, or heat-sensitive applications.
When runner design is aligned with part geometry, material behavior, and machine capability, both systems can achieve stable, repeatable, and cost-effective production.
- Group Name: Huarong Group
- Brand: Huarong, Yuhdak, Nanrong
- Service Offerings: Injection Molding Machine, Vertical Injection Molding Machine, Injection Molding Automation
- Tel: +886-6-7956777
- Address: No.21-6, Zhongzhou, Chin An Vil., Xigang Dist., Tainan City 72351, Taiwan
- Official Website: https://www.huarong.com.tw/
