
資訊平台
A PHP Error was encountered
Severity: Notice
Message: Undefined index: sc_id
Filename: contact_us/detail_view.php
Line Number: 57
Backtrace:
File: /var/www/vhosts/huarong.com.tw/httpdocs/hr_views/contact_us/detail_view.php
Line: 57
Function: _error_handler
File: /var/www/vhosts/huarong.com.tw/httpdocs/hr_app/controllers/Page.php
Line: 1919
Function: view
File: /var/www/vhosts/huarong.com.tw/httpdocs/index.php
Line: 315
Function: require_once
A PHP Error was encountered
Severity: Notice
Message: Undefined index: sc_id
Filename: contact_us/detail_view.php
Line Number: 57
Backtrace:
File: /var/www/vhosts/huarong.com.tw/httpdocs/hr_views/contact_us/detail_view.php
Line: 57
Function: _error_handler
File: /var/www/vhosts/huarong.com.tw/httpdocs/hr_app/controllers/Page.php
Line: 1919
Function: view
File: /var/www/vhosts/huarong.com.tw/httpdocs/index.php
Line: 315
Function: require_once
A PHP Error was encountered
Severity: Notice
Message: Undefined index: sc_id
Filename: contact_us/detail_view.php
Line Number: 57
Backtrace:
File: /var/www/vhosts/huarong.com.tw/httpdocs/hr_views/contact_us/detail_view.php
Line: 57
Function: _error_handler
File: /var/www/vhosts/huarong.com.tw/httpdocs/hr_app/controllers/Page.php
Line: 1919
Function: view
File: /var/www/vhosts/huarong.com.tw/httpdocs/index.php
Line: 315
Function: require_once
A PHP Error was encountered
Severity: Notice
Message: Undefined index: sc_id
Filename: contact_us/detail_view.php
Line Number: 57
Backtrace:
File: /var/www/vhosts/huarong.com.tw/httpdocs/hr_views/contact_us/detail_view.php
Line: 57
Function: _error_handler
File: /var/www/vhosts/huarong.com.tw/httpdocs/hr_app/controllers/Page.php
Line: 1919
Function: view
File: /var/www/vhosts/huarong.com.tw/httpdocs/index.php
Line: 315
Function: require_once
售服中心 - 介紹與安裝說明
控制器功能說明 - BL-920電腦系統自動調模操作步驟
1. 將模具安裝於機台上後,用夾模鐵固定。
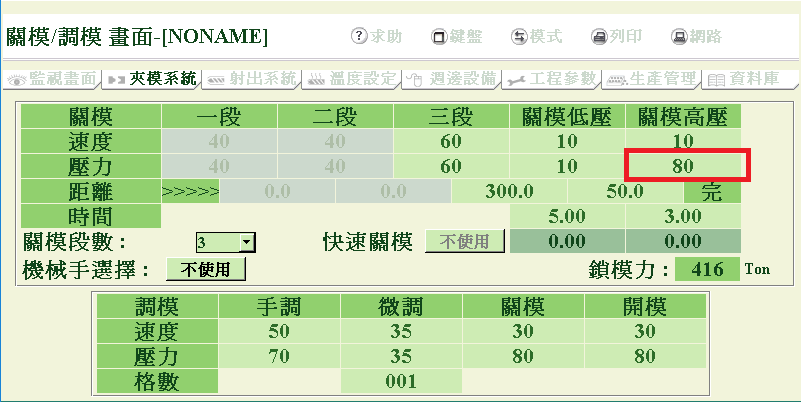
2. 進入關模畫頁。
3. 設定高壓關模的壓力值,通常為70或80,依所需設定。
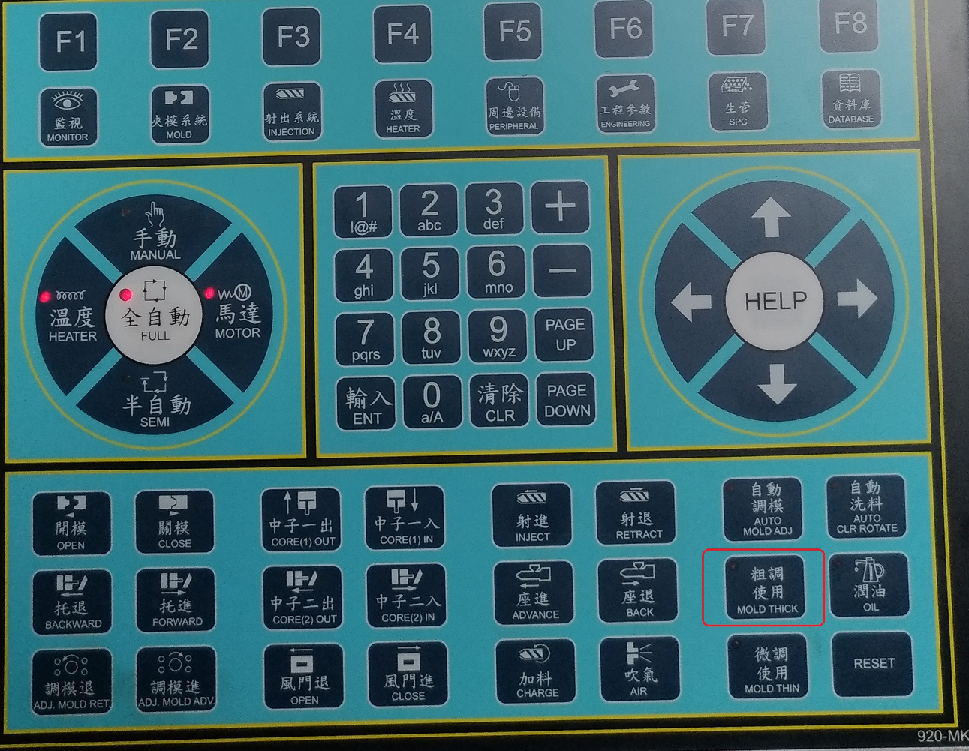
4. 在鍵盤上找到粗調按鍵並按壓使指示燈亮起。
5. 關安全門。
6. 按手動關模鍵至曲手打直。(若以達關模完,但曲手尚未打直,則請先按調模退鍵調退至能將曲手完全打直。)
7. 再按調模進鍵調進至使公模和母模接觸貼平
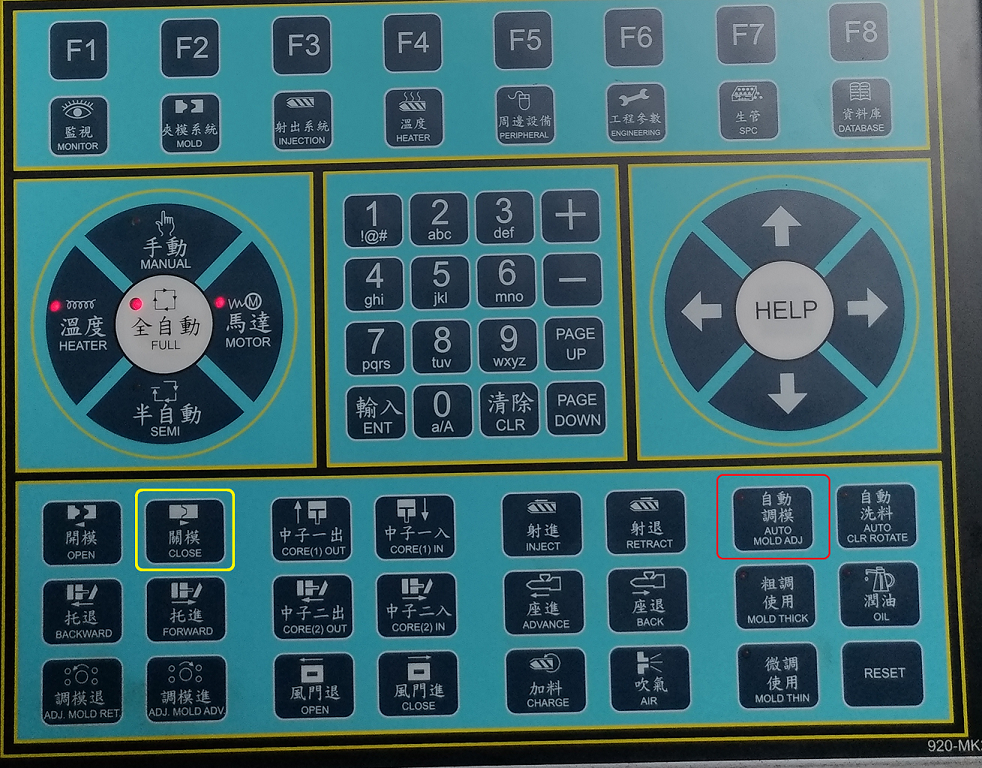
8. 在鍵盤上找到自動調模按鍵(紅圈)並按壓使指示燈亮起,指示燈亮起之後請按照螢幕指示按壓關模鍵(黃圈)。
9. 自動調模時,機台先開模、關模、開模、調進(調進的次數依客戶設定的高壓,會自動選擇內定的次數),然後做關模。
(調進之壓力為微調之壓力設定值,速度為工程參數內自動調模畫頁內的調模速度)
(次數為工程參數之內定值,時間亦為工程參數內自動調模畫頁內之自動調進時間和自動調退時間)
完成後會警報告知已調模完。
10. 按開模鍵開模到底後再關模,確認鎖模壓力是否正確,若不正確則重複步驟至正確為止
(可觀察主壓力表,從按下關模後,指針第一次指示之壓力值為關模時因磨擦產生,第二次上升所指到之最高數值即代表鎖模壓力值,但主壓表顯示之鎖模壓力不會完全等於設定值,數值越接近則低壓保護越好,假設鎖模壓力設為70kg, 則主壓表顯示60~65為可接受範圍內)
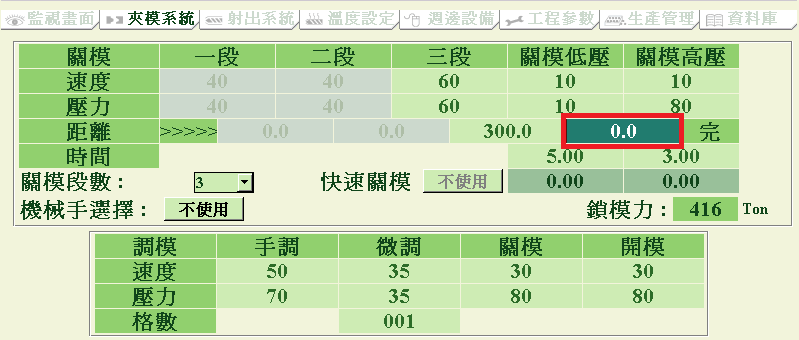
11. 若壓力正確後,則開模至底,再將關模低壓轉高壓之距離設定為0。
12. 再按關模鍵至關模完,此時,看畫頁下方模具位置顯示之值為何,例如為86mm,則將86加上1或2為88,再將88輸入至關模低壓轉高壓之距離。
13. 之後再開關模一次,確認關模是否正確。
PS: 若關模時停留在高壓關模,一直無法到關模完,則
a. 將關模低壓轉高壓之距離加大一點。 或是
b. 模具調退一點即可排除。
(1)開模
(2)按壓鍵盤上的”微調使用”
(3)按調模退一次
(4)再次按壓”微調使用”使指示燈熄滅
(5)關模
則可正常關模