
收缩问题全解析:注塑成型品质不良的核心来源
2026-05-07 10:11:40
在注塑成型工艺中,收缩是一个无法避免但高度可控的物理现象,当塑料材料从熔融状态注入模具型腔后,随着温度逐渐下降,分子链的运动能量降低,排列方式由松散转为紧密,导致材料整体体积减少。
这个看似单纯的物理变化,实际上却会深刻影响产品的尺寸精度与结构稳定性,当收缩在不同区域或不同方向不一致时,就会在材料内部产生应力不平衡,导致产品翘曲变形。因此,在高精度产品开发中,收缩控制本质上是一个材料、模具与工艺三者耦合的工程问题,而非单一因素所能解释。
从材料科学角度来看,收缩的根本原因是分子排列状态改变。
在熔融阶段,塑料分子链具有高度自由度,分子间距较大,材料呈现低密度、高流动性状态;但当冷却开始后,分子运动逐渐受限,链段重新排列并趋于紧密堆叠,导致体积缩小。特别是半结晶性材料,其晶体结构形成会进一步加剧体积变化,使收缩行为更加明显且具有方向性差异。
此过程可分为三个阶段:
- 熔融流动阶段:分子链处于高自由度运动状态,分子间距较大,材料呈现低密度、高流动性。
- 冷却固化阶段:热能逐渐降低,分子运动减弱,分子链开始重新排列并紧密堆叠,密度上升,体积缩小产生收缩。
- 稳定成型阶段:材料仍可能因残余热量或环境湿度变化产生微量二次收缩,特别是吸湿性材料(例如聚甲醛、尼龙)更明显。

不同塑料材料因分子排列方式不同,其收缩行为存在显著差异,可分为三大类型:
代表材料:丙烯腈-丁二烯-苯乙烯共聚物(ABS)、聚碳酸酯(PC)、聚苯乙烯(PS)
结构特性:
- 分子排列呈随机纠缠状态
- 冷却时不形成晶体结构
- 体积变化较为均匀
工程特性:
- 收缩率较低(约0.4% - 0.7%)
- 尺寸稳定性高
- 适用于高精度外观件与结构件
代表材料:聚丙烯(PP)、聚乙烯(PE)、聚酰胺(PA)、聚甲醛(POM)
结构特性:
- 冷却过程中形成规则晶体区域
- 分子排列高度紧密
- 密度显著增加
工程特性:
- 收缩率较高(约1.2% - 4.0%)
- 各向异性明显(不同方向收缩不同)
- 容易产生翘曲变形
- 结晶度越高,体积收缩越大,变形风险越高
代表材料:玻璃纤维增强聚丙烯、玻璃纤维增强尼龙
结构特性:
- 纤维限制聚合物链收缩
- 流动方向受纤维排列影响
- 热膨胀系数显著降低
工程结果:
- 流动方向收缩降低
- 垂直方向收缩增加
- 产生明显方向性差异
在实际中,产品问题往往不是收缩本身,而是收缩不均,主要可分为四种典型模式:
主要发生在浇口附近与流动末端,原因是熔胶在模腔内的压力传递并不均匀,靠近浇口区域通常补压充足,而远端则容易因压力衰减导致补偿不足,当不同区域的体积补偿条件不一致时,就会形成明显的尺寸差异。
厚区与薄区的冷却速度不同,厚区散热慢使收缩持续时间较长,而薄区则快速固化,这种时间差导致材料在不同区域的体积变化不同步,最终会在厚薄交界处产生应力集中与尺寸不连续现象。
在充填过程中,分子链或纤维会沿着流动方向被拉伸排列,形成明显的方向性结构,冷却后这种取向会影响收缩行为,使流动方向与垂直方向的收缩量产生差异。这种各向异性是翘曲与变形的重要来源之一。
模具对平面方向具有几何约束,使材料无法自由收缩,但厚度方向仍可正常变化。这会造成内外收缩受限程度不同,进而累积残余应力。当应力超过材料可承受范围时,就会通过变形方式进行释放。
收缩行为并非单一变量,而是多重因素交互作用的结果:
- 结晶度:材料在冷却过程中若形成晶体结构,会使分子排列更加紧密,导致体积显著缩小,结晶度越高,收缩量越大,且方向性差异更为明显,这也是半结晶材料较容易产生翘曲的主要原因。
- 分子量大小:分子量会影响熔体的流动性与压力传递能力,分子量越高流动阻力越大,当熔胶难以有效传递压力至模腔末端时,容易造成补压不足,最终导致局部收缩不均与尺寸偏差。
- 玻纤与填料比例:填料可限制聚合物链的自由收缩,进而降低整体收缩率,但其在流动过程中会产生取向,使不同方向的收缩行为出现差异,这种各向异性会提高翘曲与变形风险。
- 浇口位置与数量:浇口配置决定熔胶流动路径与压力分布状态,若浇口设计不良,会导致流动末端压力不足与补料不均,进而造成区域性收缩差异与尺寸不稳定。
- 冷却水路均匀性:冷却系统直接影响模具温度分布与热传递效率,若冷却不均,会使不同区域固化速率产生差异,此种热不平衡将转化为收缩不一致与翘曲变形。
- 壁厚设计合理性:壁厚差异会造成冷却时间与收缩行为不同步,厚区持续收缩时,薄区可能已完全固化并受模具约束,最终在交界处形成内应力集中。
- 排气效率:排气不良会造成气体滞留,影响熔胶充填完整性,局部压力损失会使材料密度不足,进而导致该区域收缩异常或尺寸不稳。
- 注射压力:注射压力决定熔胶是否能完整填充模腔并建立足够压力,若压力不足,材料无法被有效压实,将导致整体或局部收缩增加。
- 保压时间与压力:保压阶段负责补偿材料冷却过程中的体积收缩,若保压不足,材料在固化前无法持续补料,最终会产生缩痕与尺寸偏差。
- 模具温度:模具温度影响材料冷却速率与结晶行为,温度过高会增加收缩量,过低则容易冻结内应力,两者皆可能导致尺寸稳定性下降。
- 冷却时间:冷却时间决定材料是否达到足够结构稳定性,若过早脱模,内部仍存在未完成的收缩行为,将导致后续变形与尺寸漂移。
- 壁厚差异:厚薄不均会造成不同区域冷却速率差异,厚区收缩持续时间较长,而薄区快速固定,此差异是内应力与变形的主要来源之一。
- 加强肋设计:加强肋通常形成局部厚区,影响补压与冷却行为,若设计不当,容易产生内部收缩集中,最终表现为缩痕或应力问题。
- 大面积平板结构:平板结构在模具中受到较强的平面约束,收缩无法自由释放时,应力会在结构内累积,最终导致整体翘曲与几何变形。
尺寸偏差主要来自材料在冷却过程中收缩量未被完整补偿,尤其在保压不足或压力传递不均时更为明显,不同区域因温度与压力条件差异,会产生不一致的体积收缩行为,最终导致零件尺寸落在公差外,影响组装精度。
结构不稳定的核心原因是内部收缩与外部约束之间形成残余应力,这种应力在成型后并不会立即释放,当零件长时间放置或处于温度变化环境时,分子结构会持续重新排列并释放应力,结果就是产生延迟性变形或长期尺寸漂移。
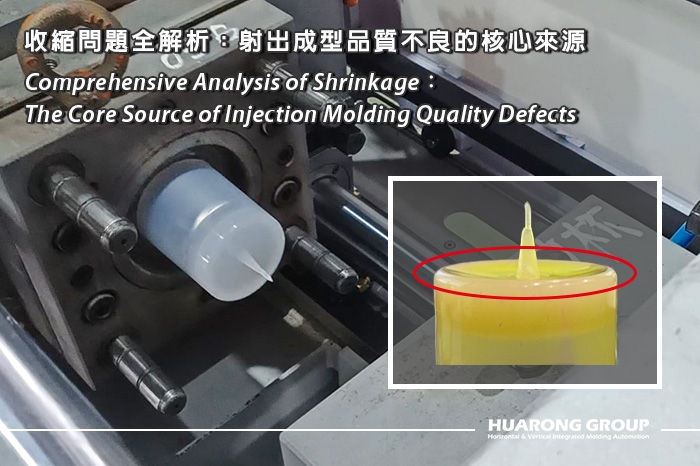
表面缺陷通常源自局部收缩速度过快,而内部补料或补压不足所造成的表面拉扯效应,当厚薄差异或流动末端压力不足时,内部收缩会向外牵引表面结构,最终形成缩痕、流痕或表面不平整等外观缺陷。
翘曲的本质是不同区域收缩量不一致所造成的应力重新分布结果,当流动方向、厚度方向与模具约束条件之间产生差异时,材料会通过整体变形来释放内应力,这类变形通常具有不可逆性,也是最难单靠工艺修正解决的问题。

从工程角度来看,收缩控制并不是单一动作,而是整体系统优化结果。在材料选择上,无定形材料通常具有较高尺寸稳定性,而纤维增强材料则可降低整体收缩但需面对方向性问题。
在模具设计方面,均匀壁厚与平衡冷却系统是控制收缩分布的基础,而浇口设计则影响压力补偿的均匀性。
在工艺控制上,提高保压压力与延长保压时间,可以有效补偿材料冷却收缩所造成的体积损失,而冷却速率的均衡性则直接影响内应力分布。
现代工程中,也大量导入流动分析与收缩模拟技术,在开模前预测材料行为,借此降低试模成本并提高成功率。
收缩现象虽然无法完全消除,但通过材料选择、模具设计与工艺控制的整合优化,它可以从不可控误差转化为可预测工程变量。真正的关键不是消除收缩,而是让收缩在不同区域与方向达到一致性与可控性,当收缩行为被纳入设计逻辑后,产品的尺寸稳定性、结构可靠度与量产一致性都将大幅提升,进而建立真正稳定的注塑成型制程能力。
- 集团名称: 华嵘集团
- 品牌: 华嵘、煜达、南嵘
- 服务项目: 注塑机、立式射出机、成型设备取出装置
- 服务电话: (06)7956777
- 集团总部: 台南市西港区庆安里中州21之6号
- 官方网站: https://www.huarong.com.tw/
