
射出成型中的熱流道與冷流道:關鍵差異&模具設計
2026-01-09 13:17:33
在塑膠射出成型產業中,模具系統的選擇不僅影響產品品質,也決定生產效率與成本效益,熱流道與冷流道模具是現今最常用的兩大射出成型系統,各有優勢與局限。對於需要精準控制尺寸、提升零件品質或追求大批量高效生產的製造商而言,理解兩者的運作原理與優缺點,以及選擇時需要考量的因素,是制定最佳製程策略的關鍵。
熱流道模具,又稱為無流道模或加熱分流系統,透過模具內部的加熱裝置,將塑料熔體從射出機噴嘴輸送到零件型腔,保持流道溫度高於塑料熔點,確保熔融狀態。熱流道系統主要由加熱分流板與噴嘴兩個部分組成,分流板沿分型線平行輸送熔融塑料至各零件型腔上方;噴嘴則垂直於分流板,將熔融料導入型腔。熱流道系統可分為兩種類型:
1. 隔熱流道系統
- 流道本身不加熱,依靠厚實的通道和熱傳導保持熔融料的溫度。
- 成本較低、可快速更換顏色,材料流動較靈活。
- 對大型零件或長流道塑料的填充可能不足。
2. 加熱流道系統
- 外加熱流道:使用外部加熱芯或加熱板,材料完全熔融,熱損失低,對熱敏感材料友好,顏色切換方便。
- 內加熱流道:流道內安裝加熱探針或加熱管,利用熔融塑料的絕熱特性減少熱損失,但需較高射出壓力,顏色切換困難,熱敏感材料易降解
加熱方式包括線圈、加熱棒、加熱管及帶狀加熱器,配合多區域溫控系統,可精準控制各流道溫度,確保零件填充均勻與品質穩定。
- 高速循環:材料在流道中保持熔融,可縮短射出周期,提高產能。
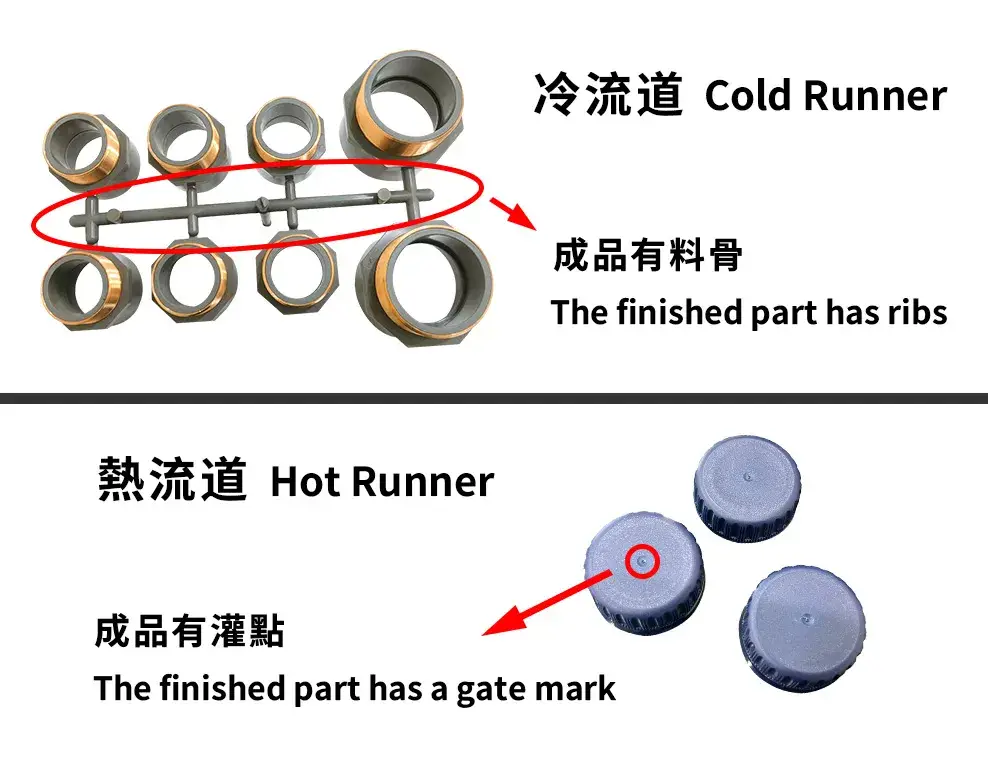
- 高材料利用率:消除冷流道廢料,節省原料,減少後續回收或加工成本。
- 精準品質控制:溫度與壓力可分區控制,有效降低縮痕、焊接線與翹曲等缺陷。
- 適合大零件與高產量:大型零件及批量生產可保持穩定的尺寸精度與外觀品質。
- 初期模具成本高,維護複雜,需要專業技術人員操作。
- 對熱敏感或易降解材料不適用。
- 顏色切換困難,可能需要額外清潔與調整。
1. 射出壓力:大型零件或高黏度材料需模擬流動,確保壓力充足。
2. 加熱方式:外加熱系統適合熱敏感材料,內加熱系統適合流動控制要求高的材料。
3. 噴嘴與流道設計:不同塑料及結晶型態材料需選擇適合的流道尺寸與噴嘴形式。
4. 標準化或客製化:標準熱流道系統成本低、交期快、維護簡單;客製化系統可滿足特殊零件需求。
5. 多區域溫控:大型模具或高精度材料需多區域控溫,以補償熱損失及保持均溫。
冷流道模具由兩至三塊模具板組成,塑料經流道注入型腔,流道本身不加熱,塑料在流道中冷卻固化,可分為兩板模與三板模:
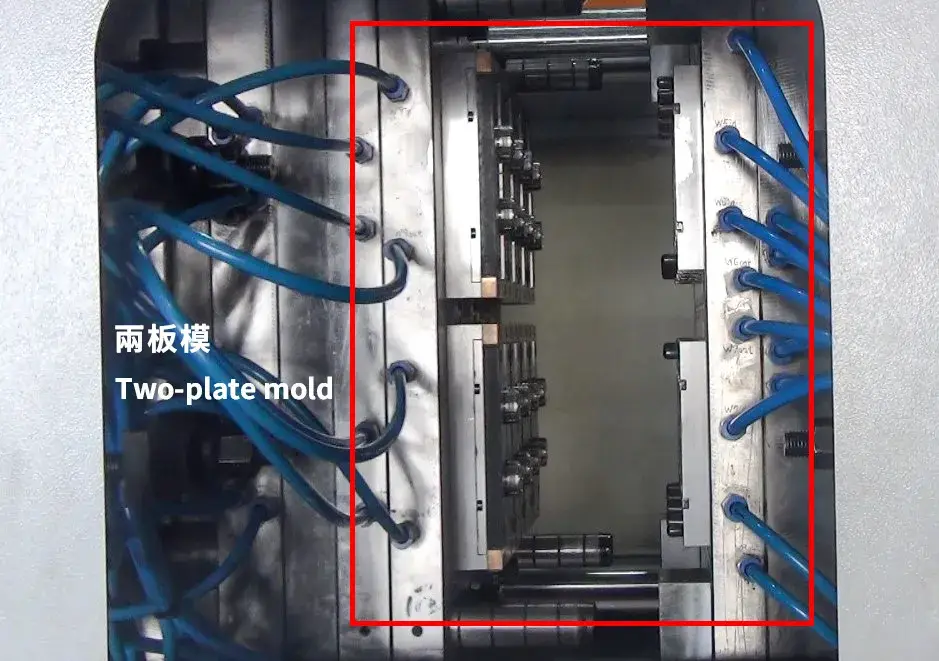
1. 兩板模
- 流道與零件同時射出,需彈射系統將零件與流道分離。
- 模具結構簡單,適用於常規零件設計。
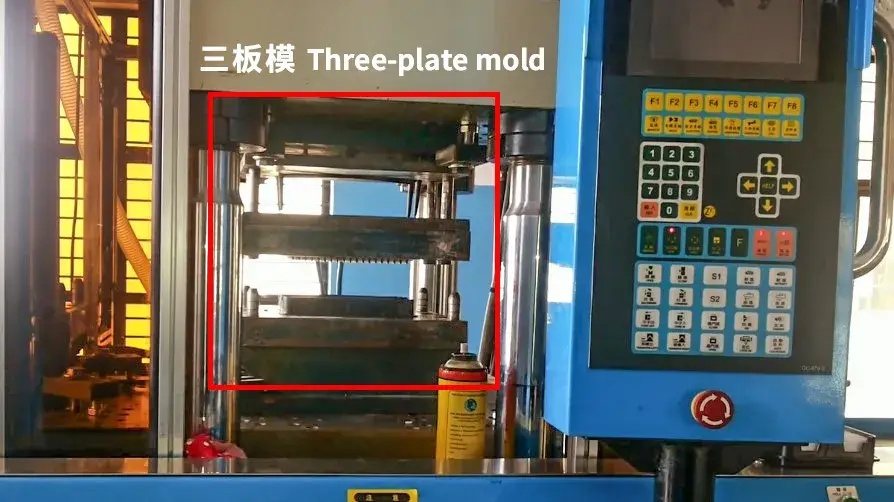
2. 三板模
- 流道與零件位於不同模板,可同時彈射零件與流道。
- 適合複雜零件或多型腔設計,但模具結構更複雜,維護略高。
在冷流道系統中,流道通常比零件厚,以確保塑料冷卻時能充分填充型腔,避免短射或翹曲,冷流道廢料需回收或再加工,增加循環時間與操作成本。
- 低模具成本:結構簡單,生產與維護成本低。
- 操作靈活:容易更換顏色與材料,尤其適合熱敏感塑料。
- 適用多種材料:幾乎沒有熱穩定性限制。
- 維護簡單:模具拆卸、清潔及修改設計容易。
- 射出循環時間較長。
- 流道固化形成廢料,增加原料浪費。
- 對複雜零件與大尺寸零件的填充及一致性控制較困難。
1. 流道尺寸:流道應比零件厚,以確保填充完整。
2. 進料口形式:常用隧道口,可隨模具開合自動分離。
3. 噴嘴與流道設計:需考慮易清理性,防止死角硬化。
4. 模具維護便利性:簡單設計利於日常維護及快速更換材料。
| 特性 | 熱流道系統 | 冷流道系統 |
| 流道加熱 | 加熱,保持塑料熔融 | 不加熱,塑料冷卻固化 |
| 射出循環時間 | 短,效率高 | 長,效率低 |
| 材料浪費 | 幾乎無 | 產生冷流道料需回收或丟棄 |
| 適用零件尺寸 | 大型零件與高產量 | 小型或中低產量零件 |
| 材料適用性 | 適合高溫塑料、非熱敏感材料 | 適合熱敏感材料或低黏度塑料 |
| 顏色切換 | 較困難,需要清理流道 | 簡單快速,無殘留問題 |
| 模具成本 | 高 | 低 |
| 維護難易 | 較複雜 | 簡單 |
| 精度控制 | 高 | 中 |
在決定採用熱流道或冷流道系統時,需綜合考量以下因素:
1. 產品尺寸與複雜度:大型或高精度零件傾向熱流道;小型或簡單零件傾向冷流道。
2. 材料特性:熱敏感材料或易降解材料建議冷流道;高溫塑料及多顏色零件可使用熱流道。
3. 產量規模:高產量或長期生產可抵消熱流道高投資成本;低產量、短週期或試產則適合冷流道。
4. 成本與維護:需考慮初期投資、材料浪費、能耗及維護費用,做成本效益分析。
5. 製程彈性:顏色變換頻繁或需快速調整模具設計,冷流道更具優勢。
熱流道與冷流道系統在射出成型領域各有優勢與限制,選擇適合的模具系統應以產品特性、材料屬性、產量規模及成本效益為依據,並結合專業工程師與模具供應商的建議,才能在品質、效率與成本之間取得最佳平衡,確保生產效益最大化。
- 集團名稱: 華嶸集團
- 品牌: 華嶸、煜達、南嶸
- 服務項目: 射出成型機、立式射出機、成型設備取出裝置
- 服務電話: (06)7956777
- 集團總部: 台南市西港區慶安里中州21之6號
- 官方網站: https://www.huarong.com.tw/
